金属3Dプリント特有の断面組織
金属3Dプリント特有の鉛直断面組織
金属3Dプリントでは造形物を積層して形を作るため、鉛直方向の断面には、規則的に並んだうろこ状の金属組織が観察されます。
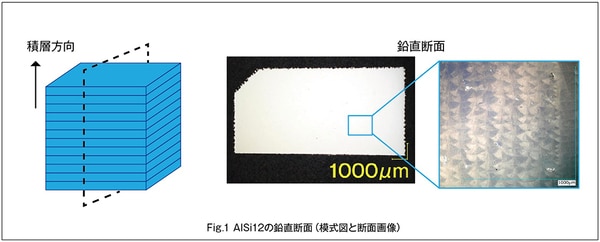
これはダイカストでは発生しない特徴的な組織で、この規則的な微細構造によって、強度が上がっていると推察されます。
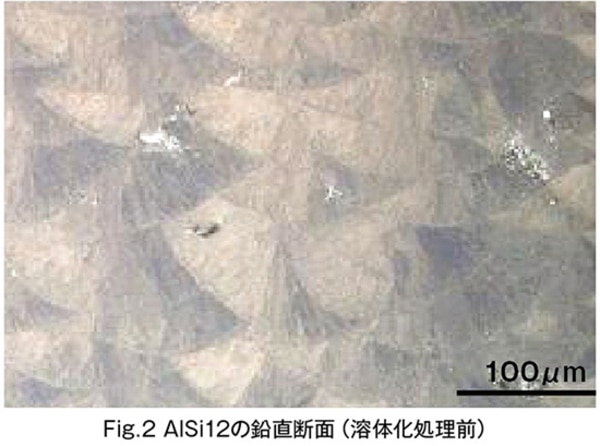
Fig.2、Fig.3は、AlSi12の溶体化処理前後の断面組織画像です。
溶体化処理前の断面には、前述のうろこ状の組織が観察されます。しかし、溶体化処理後の断面ではうろこ状の組織は消失し、全体的に微小なSiの結晶が析出して、均質な組織になっています。
溶体化処理を行うことにより、引張強さはおよそ半分程度まで低下します。
そのため、うろこ状の組織と強度の高さに関連性があることがわかります。
金属3Dプリント特有の水平断面組織
金属3Dプリントでは、金属粉末を1層ごとに積み上げ、レーザーで溶融させて形作るため、
平面方向の断面にはレーザーの軌跡に対応した金属組織が観察されます。
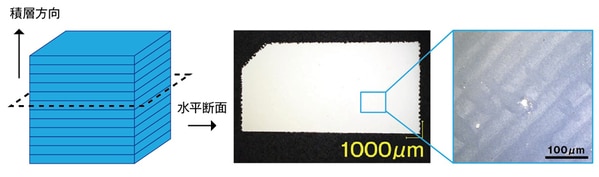 Fig.1 AlSi12の水平断面(模式図と断面画像)
Fig.1 AlSi12の水平断面(模式図と断面画像)
SOLIZEでは、下記のFig.2、Fig.3のように、一層ごとにレーザーの走査方向を90度直行するように変化させながら造形をしています。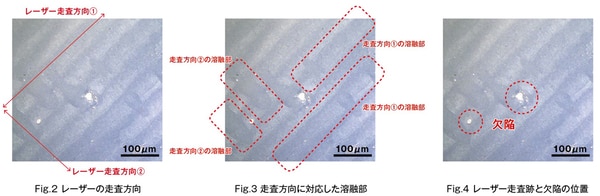
Fig.2 レーザーの走査方向・Fig.3 走査方向に対応した溶融部・Fig.4 レーザー走査跡と欠陥の位置
Fig.4では、レーザー走査末端で大きな欠陥があり、溶融部の側部にも欠陥が出ています。
このような欠陥と溶融跡の位置関係で、欠陥の発生原因が推定できる場合もあり、これらの観察結果をもとに造形の条件を調整していきます。
金属3Dプリントの欠陥 水平断面
SOLIZEでは、一層ごとにレーザーの走査方向を90度直行するように変化させながら造形をしています。
条件が不適切で走査間隔が広すぎる場合、Fig.1のように、走査方向に沿って、線状に欠陥が並びます。
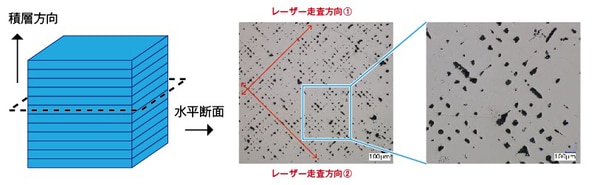
Fig.1 レーザーの条件が不適切な場合
密度を高めるため、走査間隔を狭めていくと、Fig.2のように、欠陥が減少していきます。
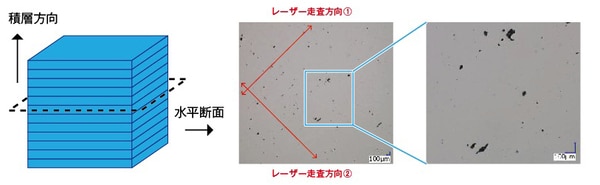
最終的には、Fig.3のように99%以上の密度になるように条件を調整します。

SOLIZEでは、お客さまが独自に製作された金属材料に関してもこのような製造条件の調整を行い、その材料を使用して金属3Dプリントできるかを検証するサービスを提供しています。